Welding
Fit-up Services
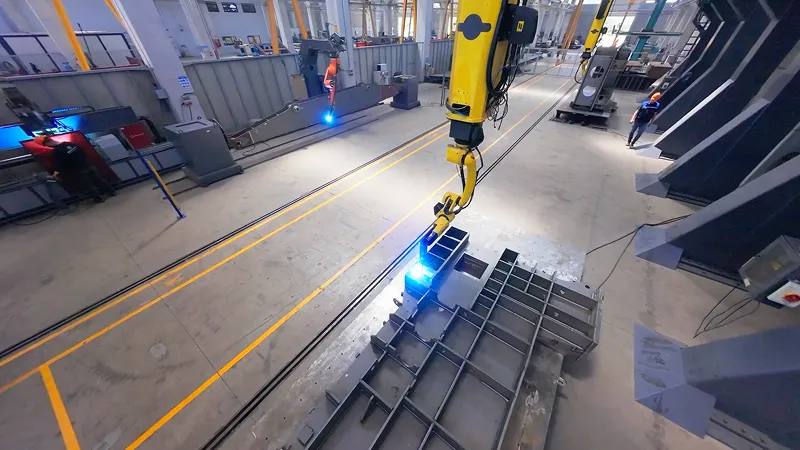
Robotic Welding
Submerged Arc Welding
Manual Welding
Cylinder Welding
Welding Services
Goal: repeatable quality, traceable process, defect-free delivery.
What Do We Weld?
- Large steel structures and chassis
- Energy, recycling, and heavy machinery equipment
- Pressure vessel bodies, drums, and cylinders
- Prototypes, maintenance and repair parts
Materials: Carbon steel (S235, S355, C45), stainless steel
(AISI 304/316), cast iron, aluminum, and alloys. The correct filler wire,
electrode, and shielding gas are selected for each material.
Welding Methods We Use
production.
Capacity: Welding up to 24 m in a single
pass, multi-axis cell, seam tracking, and automatic control.
Advantage: Minimum error and spatter, aesthetic seams,
high repeatability. Applications: Construction, chassis,
agricultural and heavy machinery frames, serial components.
for thick materials.
Capacity: Up to 12 m in a single pass;
high penetration on large parts. Advantage: Low oxidation
risk, smooth surface finish, high strength.
Applications: Heavy industry equipment, pressure vessels,
cylinders and drums, marine and energy sectors.
access.
Methods:
- TIG (Argon): Aesthetic and precise for stainless
steel, aluminum, and thin sheets. - MIG/MAG: Fast and strong connections for serial
manufacturing. - Lap Joint Welding: Surface joints requiring high
strength.
Applications: Prototypes, small parts, repairs, special
geometries.
Capacity: Up to Ø800 mm diameter,
3 m length. Advantage: Balanced heat
distribution, uniform seam, high geometric accuracy.
Applications: Drums, pipes, shafts, cylindrical bodies.
final welding quality.
- Part alignment and fixation
- Tack welding and dimensional check
- Project-specific fixture design
Result: Significant reduction in deformation and
alignment errors.
Capacity Summary
| Process | Max. Length | Max. Dia | Note |
| Robotic Welding | 24 m | – | Multi-axis, seam tracking |
| Submerged Arc (SAW) | 12 m | – | Deep penetration, high speed |
| Cylinder Welding | 3 m | 800 mm | Homogeneous seam on rotating parts |
| Manual (TIG/MIG/MAG) | Part-based | Part-based | Flexible access and custom jobs |
Process Management
- Analysis of material and geometry
- Selection of appropriate welding method and parameter set
- Surface preparation and heat treatment plan
- Production (Robotic/Manual/Cylinder)
- Inspection: Visual + NDT (UT/PT/MT)
- Dimensional check, reporting, and packaging
Quality and Standards
- Production is executed in accordance with EN ISO 3834-2 and EN ISO 15614.
- Operators are EN ISO 9606-1 certified.
- NDT Infrastructure: UT (Ultrasonic), PT (Penetrant), MT (Magnetic)
- Traceability: Heat treatment, wire/gas lots, and parameters are recorded.
Quality Standards & Certifications
At Birim Machining, we offer reliable and sustainable solutions through production processes that comply with international quality standards. We guarantee production quality, environmental sensitivity, and customer satisfaction with our ISO 9001, ISO 10002, ISO 14001, ISO 3834-2, ISO 14064-1, and Carbon Verification certifications.
Quality Assurance
Customer Satisfaction
Sustainable Manufacturing
- ISO 9001 - Quality Management System
- ISO 10002 - Customer Satisfaction Management System
- ISO 14001 - Environmental Management System
- ISO 3834-2 - Quality Requirements for Fusion Welding
- ISO 14064-1 - Greenhouse Gas Verification